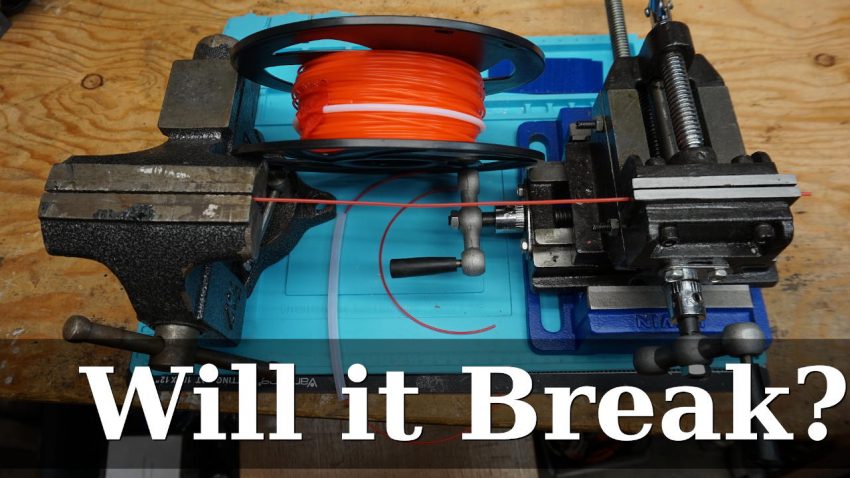
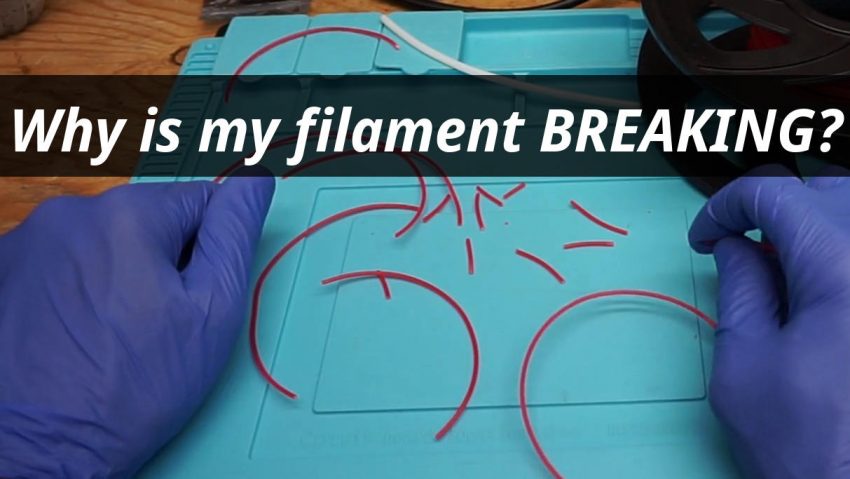
We’re going to perform an experiment to see if PLA filament will break from sitting in PTFE tubing. And will moisture cause it to snap even in a dry environment? Plus explain what “mechanical stress” means in this context. Back when I recorded the “Why Does My Filament Keep Breaking?” (https://youtu.be/SvpSxHLotMI) video I made the…