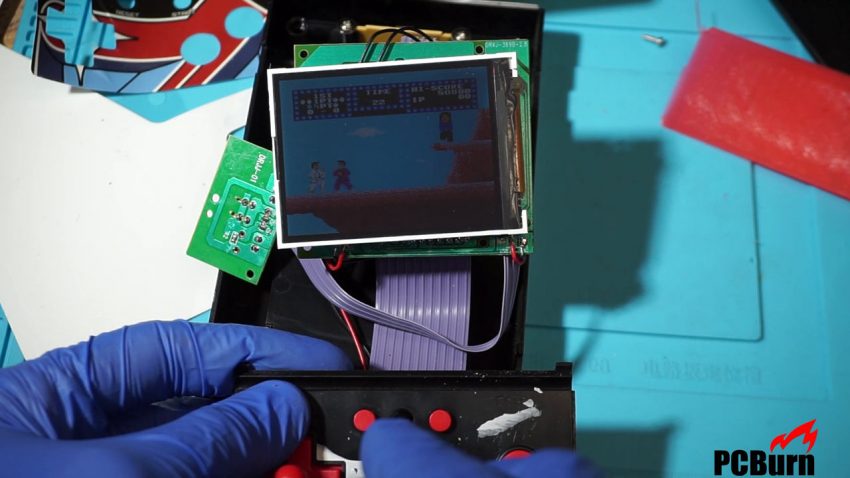
NES Clone systems have been around for some time now. But the Retro Entertainment System I’ve got on the bench today is of a newer vintage. 37 years after the NES first hit US shores how are these new clones systems being made? In the early 2000s VR Technology started releasing their VTxx line (datasheets)…